The blow molding machine or extrusion blow molding machine can be used to process many different hollow plastic parts, polymers including polyethylene PE, polyvinyl chloride PVC, polypropylene PP, etc. The molten plastic is extruded downwards into a hollow tube (parizon). Then by closing it in a cooled metal mold, this wall is taken. After that, air is blown into the parison and blow it into a bottle, container or hollow part. After the plastic has cooled sufficiently, the mold is opened and the finished product is removed, and the excess plastic is removed from the bottle or gallon mouth area and bottom (throw away). Continuous and intermittent are two types of extrusion blow molding machines

In continuous extrusion blow molding, the parison is continuously extruded and individual parts are cut by a suitable cutter. There are two processes in intermittent blowmoulding extrusion: Direct intermittent is similar to plastic molding in which the screw rotates, then stops and pushes the melt out.
With the accumulator method, an accumulator collects the molten plastic, and when the previous mold has cooled and the plastic has accumulated sufficiently, a rod pushes the molten plastic to form the parison. In this case, the spiral or screw may rotate continuously or intermittently. With continuous extrusion, the weight of the parison pulls the parison, making wall thickness calibration difficult. Accumulator head or reciprocating helix methods use hydraulic systems to eject the parison, which quickly reduces the effect of weight and allows precise control of wall thickness by adjusting the color gap with a parison programming device.
5 factors affecting the quality of the parison of the extrusion blow molding machines
A parison is a semi-finished tangible plastic body used in blow molding or other processing processes, generally in the form of a casing. One of the most important factors of Bloom Molding extrusion is the quality of Parisons, which has a great impact on the performance and appearance of products such as bottles, gallons, cans, etc.
In general, the main factors affecting the quality of extrusion blow molding machinesparison are raw materials, screw speed, mold and processing temperature.

The raw materials of the extrusion blow molding machines
The raw material is a very important factor in the quality of the final product. In addition to product performance requirements, the following raw material characteristics have a significant impact on preform quality:
① Melting index of raw materials
If the melt index is low, the parison collapses easily and the parison with uniform thickness is easily obtained. But if the melt index is too low, the possibility of unstable melt flow increases. When unsteady flow occurs, product appearance quality deteriorates and waste increases.
Therefore, before bloom molding extrusion, the raw materials should be reasonably selected according to the specific product characteristics and processing characteristics. In general, when blowing large and medium-sized products, the melt index of the raw material should be smaller. Conversely, when producing small extrusion blow molding machines products, the melt index should be larger.

②Molecular weight of raw materials
The raw material has a high molecular weight and a strong ability to prevent cracking when exposed to stress. Therefore, raw materials with high molecular weight are generally used. However, if the molecular weight is too high, parison extrusion and subsequent blow molding will be more difficult, and the molecular weight should be considered comprehensively.
③ Molecular weight distribution of raw materials
A wide molecular weight distribution is favorable for obtaining high quality preforms. However, if the molecular weight distribution is too broad, product potency may be reduced.
④ Tensile viscosity of raw materials
Raw materials whose tensile viscosity increases with increasing tensile stress are useful for processing in extrusion blow molding machines
In addition, raw materials must have characteristics that prevent the penetration of oxygen, carbon dioxide, nitrogen and water vapor into and out of the container during processing.

screw speed
The speed of the spiral or screw is another important factor that affects the quality of the preform.
If the spiral speed is fast, the extrusion output increases and more parisons can be obtained. However, higher spiral speeds may cause unstable melt flow, deterioration of parison surface quality, and even melt fracture in severe cases. In addition, when the screw speed is too fast, a large amount of frictional heat is generated, which increases the risk of instantaneous plastic degradation.
Therefore, assuming that the tube can be extruded evenly and smoothly without overloading the extrusion transfer system, the screw speed should be as fast as possible, but not too fast. Generally, it should be controlled below 70 rpm. The specific spiral speed depends on the specific material.
Die head of extrusion blow molding machines
The die head is an important device that determines the size and shape of the parison along the die. The mold is mainly composed of two pairs of half-material molds, the inner surface of which must be smooth enough, and the size must be processed according to the design requirements. The size of the mold setting section is usually 8 times the size of the mold mandrel gap.
Processing temperature
If the processing temperature is high, the parison will drop sharply and the length of the parison will increase, but the diameter and wall thickness will decrease. In extreme cases, it may even cause the piston to break.
When the temperature drops, the surface of the preform becomes rough and may become flaky. The parison becomes badly plasticized, uneven in size and quality, and ultimately reduces the strength of the product.
The above are the four factors that affect the quality of Bloemolding Parison Extrusion.
Development of extrusion blow molding machines
Parts of Blowmolding’s extrusion blow molding machines
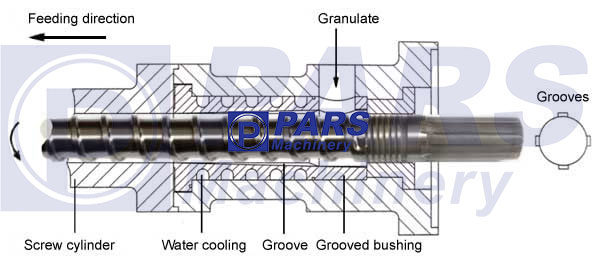
Extruder
Processing of raw materials in a blow molding or blow molding machine, mainly plasticizing plastic. The main component is the screw extruder.
The working principle of the extruder is that the pressure and shear force generated by the rapid rotation of the screw can thoroughly mix and plasticize the raw materials. The raw materials used in extrusion blow molding machines are generally HDPE, PE, PP, etc. The plasticization of these plastics requires the use of spirals for extrusion blow molding machines
Die-head
Parison control for uniform extrusion, and extrusion wall thickness control for uniform distribution, especially for the production of multi-layer bloom molding extrusion products, the wall thickness is more strict. The wall thickness of extruded plastic products is also important for many manufacturers of plastic products, including bottles, gallons, barrels, and the production of containers.
As a manufacturer of extrusion blow molding machines, Pars Company has gone through the traditional die head design and by producing die head with multi-layer technology, it uses Bloom Molding extrusion machines.
The use of die heads with modern technology greatly improved the quality of multi-layer bloom molding extrusion products.

cold cutter
Apart from cutting the extra parisons, the product can be removed after forming.
Mold clamping
The main function is to open and close the mold and control the movement of the mold in the station. Clamping plays a key role in the hydraulic system of the extrusion molding machine.
blowpin
In this structure, after the parison is extruded, air is blown into the parison to expand the parison close to the inner wall of the mold.
Pneumatic system
The main control, the operation of the blower needle, includes pre-blowing, blowing air into the parison, and movement of the blower needle. In addition, to some extent, it also controls the cutter and the wall thickness of the product.

Control panel
This part mainly monitors and controls the running status, electrical system, heating system, temperature and other aspects of the fully automatic extrusion blow molding machines, stepless speed change of the extruder DC motor, barrel heater and temperature control mold heater areas, monitoring It is in charge of the time and working status of the fully automatic extrusion blow molding machines and the entire parison molding process.
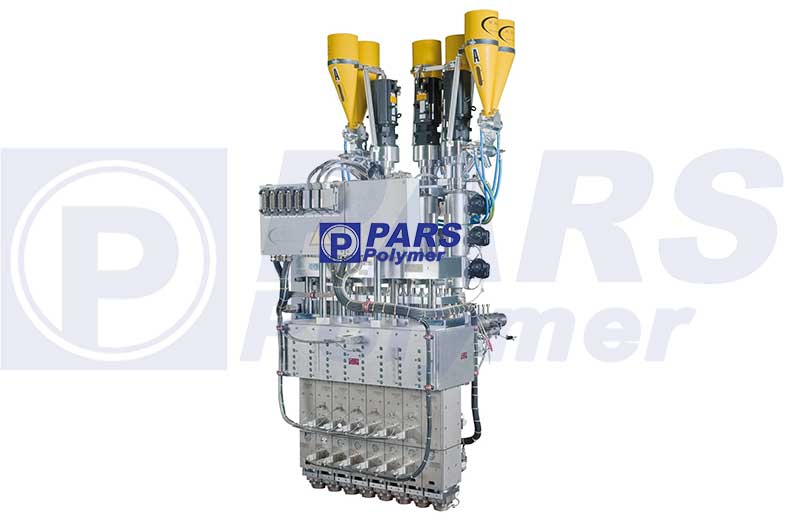
Multi-layer extrusion blow molding machines
Coextrusion is a process in which two or more polymers are plasticized in different extruders and then joined together in a mold. The two most common die systems in co-extrusion for flow compounding are multi-manifold dies and block feed systems, which have their own advantages and disadvantages.
Multi-manifold molds combine the melt streams just before exiting the mold, which enables the processing of polymer melts with greater differences in viscosity and melt temperature. On the other hand, in block feed systems, individual melt streams are combined in an adapter and transferred to a single layer mold for final forming. The main advantage of feedblock systems is the significantly higher flexibility in terms of the number of layers and their construction.
Using one of these co-extrusion processing techniques, individual products—mainly sheets, profiles, tubes, fibers, and films—are formed with two or more layers. Therefore, different materials with different physicochemical properties can be combined to obtain a product with superior properties. For example, it is possible to incorporate post-consumer recycled materials, combine opaque and transparent materials with high surface gloss, create barrier properties, and improve the mechanical properties of a product. Apart from that, sufficient adhesion between the individual layers is necessary to prevent delamination during the lifetime of the product.

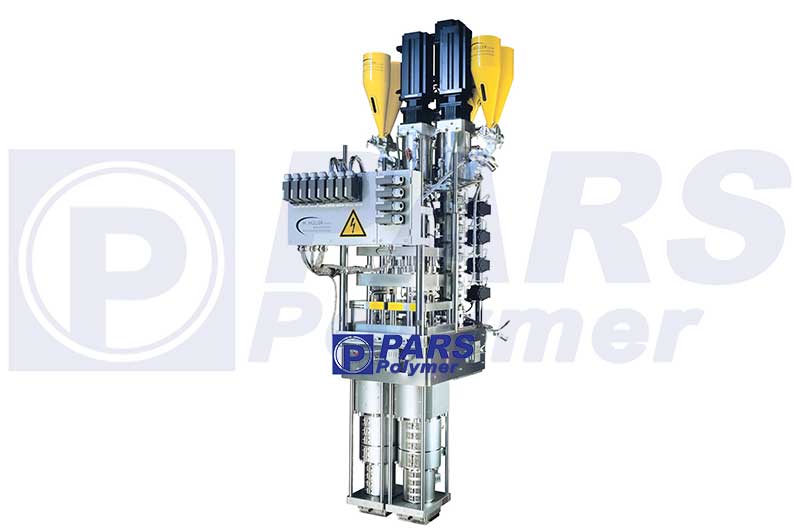
co-extrusion machine
Adhesion between polymers has been intensively studied by various scientific disciplines. Mechanisms considered responsible for adhesion: (i) mechanical locking (lock-and-key effect), (ii) molecular bonding (covering dipole-dipole interactions, van der Waals forces, and chemical bonds), and (iii) thermodynamic mechanisms ( surface equilibrium due to the minimization of surface free energy). The mechanism that mainly determines the delamination strength between the layers is primarily derived from the composition of the investigated materials. Systems that are immiscible or partially miscible are usually connected using additional layers. Resin layers contain functional groups that form bonds (eg covalent bonds) with adjacent materials. In comparison, the diffusion of miscible polymers into each other is much more pronounced and creates an intermediate phase.
Apart from material properties, adhesion between compatible and incompatible polymers in coextrusion is significantly influenced by processing conditions. For example, increasing the process temperature (melt and mold) and decreasing the cooling capacity of the downstream cooling and calibration equipment usually increase the adhesion strength. High temperatures strengthen chemical bonds and promote molecular mobility for intermediate diffusion. In addition, increased contact time (by increasing die area and decreasing overall throughput) during coextrusion leads to longer times for these mechanisms to occur. Also, the adhesion of the layer is affected by the high level of contraction of one of the materials that are supposed to be connected to each other, and as a result, the shear stresses at the interface within the mold are affected.
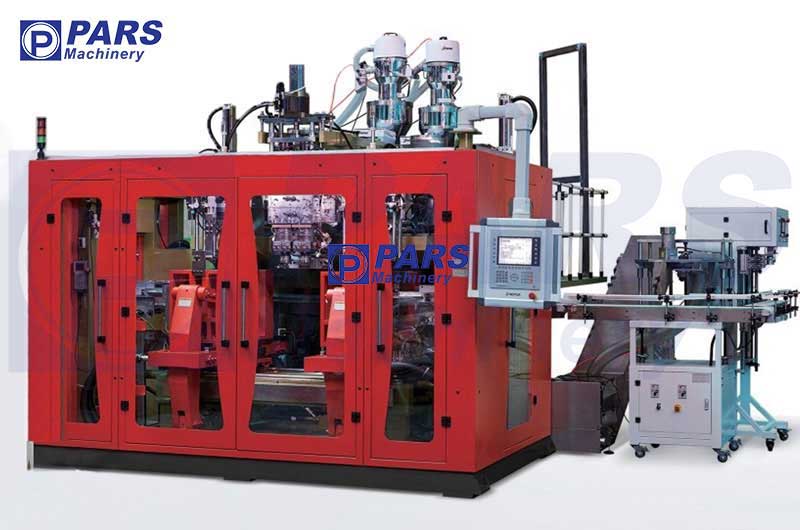
extrusion blow molding machines bottle production machine
How are plastic bottles made? Bottles are usually formed via a blow molding machine or blow molding machine, although there are several techniques. In the first step of the conventional bottle production process, plastic pellets are melted in the barrel of a Bloomolding extrusion machine by the heat and shearing action of a feed screw. The plastic is then injected into multi-cavity molds, where it takes the shape of long, thin tubes. PET parisons, or preforms, are easier to transport because they are much more compact than full bottles.
During the reheating process, the parisons are loaded into a feeder and passed through an unscrambler, which directs the parisons for feeding to the blower. Parisons are heated by passing through quartz heaters and then enter the mold. Here, a thin steel rod, called a mandrel, slides into the neck of the parison, where it fills the parison with highly pressurized air, and stretch blow molding begins: resulting in pressurized air, heat, and pressure. Parison is blown and drawn axially and radially into the mold, where it takes the shape of the bottle. This process produces what is called a biaxial bottle, which creates a CO2 barrier ideal for containing carbonated beverages.

The mold must be cooled relatively quickly to allow the newly formed components to set properly. There are several cooling methods, direct and indirect, that can effectively cool the mold and the plastic. Water can be passed through tubes around the mold, which indirectly cools the mold and the plastic. Direct methods include using pressurized air or carbon dioxide directly on the mold and plastic.
Plastic injection machine
After the bottle (or in continuous manufacturing, bottles) has cooled and hardened, it is ready to be removed from the mold. If a continuous molding process is used, the bottles must be separated by cutting the plastic between them. If a discontinuous process is used, sometimes excess plastic can seep through the mold during manufacture and require trimming. After removing the bottle from the mold and removing the excess plastic, the plastic bottles are ready to be transported or filled.
bottle production by extrusion blow molding machine
Other bottle manufacturing processes combine parison formation and molding into a single continuous process. One such machine is the extrusion blow molding machines, where an extruder continuously produces a parison. In the plastic extrusion process, the parison is formed vertically and its wall thickness changes by changing the size of the opening through which it is extruded. The mold halves are closed on the suspended parison and transported to the molding station, where the bottle is formed in the second step of the RBM process described above. Varying the wall thickness solves the problem of non-uniformity of the hanging part because the weight of the forming part would otherwise pull the hot, forming part above it. Therefore, the thickness of the wall increases with the formation of the wall to create a uniform thickness throughout the formation.

How are water bottles made?
The construction of a water bottle depends on the material used to make the bottle, as these bottles are often made of plastic, metal, or other materials. But what are plastic water bottles made of? Disposable types are made from PET, while reusable water bottles can be made from PET, PP or PVC (polyvinyl chloride).
For single-use water bottles, recycled PET is sometimes mixed with new PET before the material is melted at 500°F (260°C). From there, the plastic goes through the RBM process mentioned above. Reusable water bottles must be melted at 150-350°F (66-177°C) before extrusion molding. From there they can be reheated a second time to give them more shape and then cooled.

Buy an extrusion blow molding machines
If you think that all extrusion blow molding machines are the same, the fact is that they have different qualities. Danesh Banyan Pars Company produces up-to-date extrusion blow molding machines with advanced technology that can cover all the needs of its customers.

There are several points to choose the right extrusion blow molding machines:
First, the size of the equipment
Many times, customers did not worry about the size of the extrusion blow molding machines, but some customers choose the wrong size. The customer should focus on the size of the mold with which to produce several types of products.
Capacity
Production capacity is an important factor for purchasing extrusion blow molding machines. Customers should choose machines that have a capacity that matches their production capacity. After selecting the machine, the machine should have 25% more capacity and thus a business will grow.
automation
In today’s market, different types of machines are available with latest features and more automation. Automation saves more money and time in business. Whether the automation device uses wired relay logic or PLC control, it streamlines production. Also, with this work, the manufacturers of extrusion blow molding machines show the different functions of a device. Manufacturers help customers understand which type of automation is best for their business.
Pars extrusion blow molding machines all use advanced software systems and PLC control.

The price of extrusion blow molding machines
On average, according to the abundance of extrusion blow molding machines that we will mention examples of, the prices of these machines are very different and have a wide range.
extrusion blow molding machine are classified according to the volume and size of the products they can produce, 1 liter to 5 liter extrusion blow molding machine, 5 to 10 liter extrusion blow molding machine, 10 to 20 liter extrusion blow molding machine, 40 liter extrusion blow molding machine, 60 liter extrusion blow molding machine and also 220 liter to even 20000 liter barrel production extrusion blow molding machine are also available.
extrusion blow molding machine can cost anywhere from $25,000 to $450,000. As the price increases, the production capacity improves as well as other features, which can reduce labor costs and increase profits.
Customers should be sure that they will receive the best extrusion blow molding machine from Pars Machinery Plastic Products. We believe that every customer should have the best business with the device. We offer the best business offers to our customers. Contact us for more details.
Phenomenal work on this article! I truly appreciate the commitment it took to research and write such a detailed piece. Your know-how on the subject is evident, as is your energy for getting the data out to the public. Thank you for writing such a terrific article.
Thank you for your post