Plastics are the most common materials for the production of high-use parts and products, from consumer products to medical devices. Plastics are a versatile class of materials with thousands of polymer options, each with their own unique mechanical properties. In this article, you will learn about the various methods of producing plastic products, and if you intend to start working in this field, you will get the necessary information.
How are plastic parts made?
A variety of plastic product manufacturing methods have been developed to cover a wide range of applications, part geometries and types of plastics. For any designer and engineer working in product development, it’s important to be familiar with today’s manufacturing options and the new developments that will shape how tomorrow’s parts will be made.
This article provides an overview of the most common manufacturing processes for producing plastic parts and provides guidelines to help you choose the best option for your application.
How to choose from various methods of producing plastic products
Consider the following factors when choosing a manufacturing process for your product:
Form: Do your parts have complex structural features or have to withstand pressure? Depending on the geometry of a design, manufacturing options may be limited or may require significant design for manufacturing optimization (DFM) to make them cost-effective to manufacture.
Volume/Cost Ratio: What is the total or annual volume of parts you intend to produce? Some manufacturing processes have high tooling and setup costs, but produce parts that are inexpensive on a per-piece basis. In contrast, low-volume manufacturing processes have low startup costs, but because of slower cycle times, less automation, and manual labor, the cost per part remains constant or declines slightly as volume increases.
Timing: How quickly do you need parts or finished goods? Some processes create the first parts within 24 hours, while tooling and commissioning for some high-volume production processes take months.
Material: What stresses and pressures should your product withstand? The optimal material for a given application is determined by a number of factors. Cost must be balanced with functional and aesthetic requirements. Consider the ideal features for your specific application and compare them to the options available in a given manufacturing process.
All kinds of plastics
Plastics come in thousands of varieties with various base chemicals, derivatives and additives formulated to cover a wide range of functional and aesthetic properties.
To simplify the process of finding the best materials for a particular part or product, we first look at the two main types of plastics: thermoplastics and thermosets.
Thermoplastics
Thermoplastics are the most common type of plastic that are used in various methods of producing plastic products. The main feature that distinguishes them from thermosets is their ability to undergo multiple freeze-thaw cycles without significant degradation. Thermoplastics are usually supplied as pellets or small sheets that are heated and formed into the desired shape using various manufacturing processes. The process is completely reversible, as no chemical bonding takes place, which enables thermoplastics to be recycled or melted and reused.
Unlike thermoplastics, thermoset plastics (also called thermosets) remain permanently solid after curing. Polymers in thermosetting materials are cross-linked during a curing process induced by appropriate heat, light, or radiation. This curing process forms an irreversible chemical bond. Thermoset plastics decompose when heated rather than melt and do not reform when cooled. It is not possible to recycle the thermostat or return the materials to its original materials.
3D printing
CNC machining
Polymer casting
Rotational molding
Vacuum forming
plastic injection
extrusion
Inflatable plastic
3D printing (various methods of producing plastic products)
By building materials layer by layer, 3D printers create 3D parts directly from CAD models until a complete physical part is formed.
Manufacturing process by 3D printing
Print settings
print
Post-print processing
Because 3D printers require no tools and minimal setup time for a new design, the cost of producing a custom part is negligible compared to traditional manufacturing processes.
3D printing processes are slower and more intensive than manufacturing processes used for mass production.
As 3D printing technologies improve, the cost per part continues to decrease, covering a wider range of low- to medium-volume productions.
While most plastic manufacturing processes require expensive industrial machinery, dedicated facilities and skilled operators, 3D printing allows companies to easily create plastic parts and prototypes.
Desktop or compact desktop 3D printing systems are cost-effective for creating plastic parts, require very little space, and require no special skills, allowing professional engineers, designers, and fabricators to reduce iteration and production cycles from days or Weeks speed up to a few hours.
CNC machining (various methods of producing plastic products)
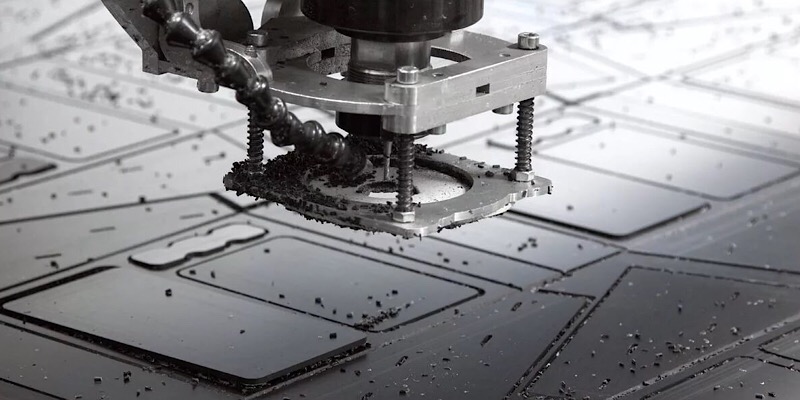
CNC machining includes mills, lathes, and other computer-controlled processes. These processes begin with solid blocks, metal or plastic bars, which are formed by removing material through cutting, drilling, and grinding.
Unlike other types of plastic manufacturing methods, CNC machining is a removal process in which material is removed by a moving tool and a fixed part (milling) or a rotating part with a fixed tool (turning).
Manufacturing process with CNC machine
Start work
Machining
After processing
Machining is ideal for low volume plastic part applications that require tight tolerances and geometries that are difficult to mold. Typical applications include prototyping and final parts such as pulleys, gears and bushings.
CNC machining has low to moderate startup costs and can produce high-quality plastic parts in short lead times from a wide range of materials.
Machining processes have more geometric constraints than 3D printing. With machining, the cost per part increases with the complexity of the part. Undercuts, vias, and features on multiple parts all add to the cost of the part.
Materials used in CNC machining
Most hard plastics can be machined, with little difference in hardness. Softer thermosetting plastics require specialized tooling to support parts during machining, and filled plastics can be abrasive and reduce cutting tool life.
Some plastics that are commonly CNC machined include:
Polymer casting (various methods of producing plastic products)
In polymer casting, a liquid resin or reactive rubber fills the mold, which chemically reacts and solidifies. Common polymers for casting include polyurethane, epoxy, silicone, and acrylic.
Manufacturing process by polymer casting
Template preparation
Casting
Cooking
Demolition
trimming
Flexible molds made of latex rubber or room temperature vulcanized (RTV) silicone rubber are inexpensive compared to hard tools, but can only make a limited number of castings (about 25 to 100) as the urethanes react chemically. Produce epoxies, polyester, etc. Acrylic destroys the surface of the mold.
RTV silicone molds can reproduce even the smallest details and produce high quality castings. Stereolithography 3D printing is a common method of creating mastering for molds directly from CAD designs, in part because of its high resolution and similar ability to produce fine features.
Polymer casting is relatively inexpensive and requires little initial investment, but thermosetting polymers are typically more expensive to cast than their thermoplastic counterparts, and molding castings is labor intensive. Each casting part requires some hands-on work for post-processing, which raises the final cost of each part compared to automated manufacturing methods such as injection molding.
Polymer casting is commonly used for prototyping, short run production, as well as dental and specialty jewelry applications.
Rotational molding (various methods of producing plastic products)
Rotomolding is a process that involves heating a hollow mold filled with powdered thermoplastic and rotating it around two axes to produce mostly large hollow objects. Processes for rotomoulding thermosetting plastics are also available, although less common.
Manufacturing process by rotational molding
Charging: The plastic powder is loaded into the mold cavity, and then the remaining parts of the mold are installed and the cavity is closed for heating.
Heating: The mold is heated until the plastic powder melts and adheres to the mold walls, while the mold rotates along two perpendicular axes to ensure a uniform plastic coating.
Cooling: The mold is slowly cooled while the mold is moving to ensure that the skin of the part does not sag or collapse before solidification.
Part Removal: The part is removed from the mold, any flash is removed.
Rotational molding requires less expensive tooling than other plastic manufacturing methods because the process uses centrifugal force, not pressure, to fill the mold. Molds can be made cheaper and much faster than tooling for other molding processes, CNC machining, casting, or from epoxy or aluminum, especially for large parts.
Rotomolding produces parts with nearly uniform wall thickness. Once the tooling and process are set up, the cost per part is very low relative to the part size. Pre-made parts such as metal threads, inner tubes and structures can also be added to the mold.
These factors make rotational molding ideal for short run production or as an alternative to blow molding for smaller volumes. Typical Rotom molding products include tanks, floats, large containers, toys, helmets and boat hulls.
Rotomolding has design limitations and end products have poorer tolerances. Because the entire mold must be heated and cooled, the process also has a long cycle time and is quite labor intensive, limiting its effectiveness for higher volume applications.
Materials used in rotational molding
The most common material for rotational molding is polyethylene (PE), which is used in 80% of applications, mainly because polyethylene can be easily turned into a powder at room temperature.
Other common rotomould plastics include:
PE
Polypropylene
Polyvinyl chloride
Nylon
polycarbonate
Vacuum molding
Vacuum forming is a manufacturing process in which plastic is heated and shaped, usually using a mold. Vacuum forming machines vary in size and complexity, from inexpensive benchtop machines to automated industrial machines. The following steps describe a typical process for industrial vacuum forming.
Mold making process using vacuum
Closing: A plastic sheet is closed in a frame.
Heating: The sheet and frame are exposed to heating elements that make the plastic soft and flexible.
Suction: The frame is lowered and the plastic is pulled over the mold, while the vacuum is activated to remove all air from the plastic and mold, thus forming the object.
Cooling and Release: After the part is formed on the mold, it must be allowed to cool before removal. Sometimes a cooling system such as fans and foggers are used to reduce the cycle time.
Trimming: After the part is released, excess material is cut off either by hand or with a CNC machine.
Tooling costs for vacuum forming are low compared to other plastic manufacturing methods due to low forces and pressures. Molds are made from wood, plaster or 3D printed resin for short production runs and custom parts. For high production volumes, manufacturers use more durable metal tools.
Due to the wide scale of thermoforming and vacuum forming machines and high level automation facilities, thermoforming is ideal for any application from custom products or prototypes to mass production. However, this process offers only limited forms and can only be used to make parts with relatively thin walls and simple geometries.
Commonly vacuumed parts include product packaging, shower trays, car door trim, boat hulls and custom products.
Materials used in vacuum molding
Most thermoplastics can be used for heat forming, which offers flexibility in material selection.
Plastics that are commonly used for thermoforming are:
Acrylic (PMMA)
Acrylonitrile Butadiene Styrene (ABS)
polyethylene terephthalate glycol (PETG)
Polystyrene (PS)
Polycarbonate (PC)
Polypropylene (PP)
Polyethylene (PE)
Polyvinyl chloride (PVC)
injection molding (various methods of producing plastic products)
Plastic injection Injection molding (IM) works by injecting molten plastic into a mold. This industry is the most widely used process for the mass production of plastic parts.
Manufacturing process with plastic injection machine
Mold Setup: If the part has inserts, these parts are added manually or robotically. The mold is closed by hydraulic press.
Plastic extrusion: Small pellets of plastic are melted and extruded through a heated chamber by a screw.
Molding: Molten plastic is injected into the mold.
Cooling and Release: The part is cooled in the mold until it is solid enough to be removed mechanically or with compressed air.
Processing: Spurs, runners and any flash (if any) are removed from the part, often automatically as part of the mold opening.
Injection molding machine molds are very complex and must be made with high precision to produce quality parts. Due to the high temperature and pressure, these molds are machined from metals such as hardened steel. Softer aluminum molds are cheaper, but wear faster, so they are usually used for shorter production runs.
Injection molding machines can be used to produce very complex parts, but special geometries increase the cost significantly. Following design for manufacture (DFM) guidelines helps manage tooling costs. Making new molds for an injection machine can take months and costs can run into seven or eight figures.
Despite the high initial costs, injection molding for high-volume applications cannot be compared to other methods. Once the tool is set up, cycle times take only seconds, and millions of high-quality parts can be produced at a fraction of the cost of all other manufacturing processes.
Materials used in plastic injection machines
Injection molding can be done with almost any type of thermoplastic. A method similar to the well-known reaction injection molding (RIM) is used to produce parts from thermosetting plastics.
The plastics that are commonly used in the injection machine are:
extrusion blow molding machine (various methods of producing plastic products)
Extrusion molding works by pushing plastic through a mold. The shape of the mold is a section of the final part.
Manufacturing process with extrusion machine
Plastic extrusion: The plastic is heated and pushed through a heated chamber by the sprue.
Molding: Plastic is passed through a mold that creates the final shape of the part.
Cooling: The extruded plastic is cooled.
Cut or Coil: The continuous shape is coiled or cut to length.
Extrusion machines are relatively inexpensive compared to other industrial machines such as CNC or injection molding because they are less complex and do not require such high levels of machine precision. Because of the simple shapes, the molds are also cheaper, with tooling costs a fraction of the cost of molds for injection molding.
Just like injection molding, extrusion molding is a nearly continuous process, which makes the extruded parts very cheap.
The forms and shapes that can be produced by extrusion are limited to products that have continuous profiles, such as T-sections, I-sections, L-sections, U-sections, and square or circular sections. Typical applications include pipes, hoses, straws, and window frame moldings.
Plastic production with injection blow molding machine (various methods of producing plastic products)
injection blow molding is a manufacturing technique used to create hollow plastic parts by blowing a heated plastic tube inside a mold to form a desired shape.
The process of blow molding machines
Mold setup: Small plastic pellets are melted and molded into a hollow tube called a parison or preform (depending on the subtype of blow molding).
Molding: The parison is clamped in the mold and inflated with pressurized air until it takes the shape inside the mold.
Cooling and releasing: The part is cooled in the mold until it is solid enough to be removed.
Air molding operates at a much lower pressure than injection molding, which helps reduce equipment costs. Just like injection molding and extrusion, blow molding is a continuous process that can be fully automated, resulting in high production rates and low unit costs.
The blown plastic industry is the most common process for creating large-scale hollow plastic products. Typical applications include bottles, toys, auto parts, industrial parts and packaging.
Materials used in the inflatable plastic industry
Blow molding can be done with a variety of thermoplastic materials, the most common examples of which are: