The post Recycling of plastic products first appeared on پارس پلیمر.
]]>Also, due to their high strength, high thermal stability, and corrosion resistance, they are used in the production of parts for the automotive, electronics, and aircraft industries, and even astronautics and rocket manufacturing.

That is, plastic products are used from handbags and plastic containers to engineering gears, car body, wire and cable covering, hall flooring and medical devices, etc. Therefore, for the above reasons, they are a good substitute for metals. By the same amount, their waste is increasing day by day.
Waste plastics
In general, waste plastics are produced in Iran from three sources. Urban, industrial and hospital waste so that according to the statistics obtained from the analysis of urban waste, these materials make up about 15% of the city’s waste.
The biggest source of plastic waste is urban waste, which is bought by the owners of this industry and used in the plastic recycling process.
Industrial waste, which is known as machine waste, is sold by factory owners. Or they are re-crushed by a mill and used together with new materials in the production line. provided that the product is not used for food or high physical and mechanical properties such as strength and impact resistance etc. are not desired.
Waste plastics from hospitals, such as serum, syringes, etc., are also burned or buried by waste incinerators.

Why is recycling of plastic products important?
There are many reasons for recycling plastics: the construction of new petrochemical plants and as a result the production of more plastics, more consumption resulting from the phenomenon of urbanization, for example disposable food containers, and also more consumption due to use in various industries, non-decomposition and durability. in nature for at least 300 years and causing environmental pollution and the most important factor is the increase in the price of new petrochemical materials due to the removal of subsidies for energy carriers as well as the increase in global prices etc. ) become more and more. In terms of price, the price of recycled granules is usually about 30% lower than new petrochemical granules. In fact, the reason for the progress of the plastic recycling industry in the world, in addition to the environmental issue, is that valuable products can be made from materials that are lower in price compared to new ones, and this creates added value. For example, the Fortel company increased the sales of its products from 3 million pounds to 30 million pounds within 7 years by producing recycled fibers from PET bottles. This company claims to have the highest consumption of recycled bottles. And to supply its raw materials, it also collects from different countries. Fortunately, there are successful examples of this type in our country.

Advantages of plastic recycling
Less waste is burned or buried.
Less energy and raw materials are needed to produce waste materials than new ones.
Reducing waste and reusing it reduces environmental pollution.
Problems of recycling plastic products and how to solve them
As you know, the presence of heat and the phenomenon of destruction during the production of recycled materials has caused these materials to have lower properties than new ones. In fact, the depolymerization factor causes the molecular mass of these materials to decrease, and therefore recycled granules cannot be used alone to produce high quality products and also because of the contamination in food packaging and the manufacture of cosmetics and hygiene products.
In Iran, in addition to the above problems, the lack of standards and supervision for recycled materials causes the production of low-quality products that are harmful to health. For example, it has even been seen that, unfortunately, profit-seeking people in deprived areas have used recycled materials in the production of baby glass pacifiers, which has caused the occurrence of pests in babies. The lack of equipment that can produce good quality products is one of the other problems of this industry. According to my observations, most of the machines have minimal facilities, and in addition, the Egyptian hand tools are mostly second-hand and old, and even in the washing process, they do not use enough water, so it is difficult to enter the workshop that does recycling.

Solving the problem of recycled materials:
Use of relevant and up-to-date technologies. For example, to produce soft drink bottles from recycled bottles, a technology called (B to B) can be used, which, due to the elimination of microbial contamination, the recycled cork can be used again to produce soft drink bottles.
Mixing with new ingredients or adding additives
He designed the product so that it has more strength, for example, he chose a thicker wall of the product.
The manufacturing process is chosen according to the type of product. For example, it was used in the production of products whose color is not very important, and because generally a mixture of several plastics is recycled, the final color will be dark green or black, which is even for products that have a light color, for example, containers made of polyethylene. Colorants can also be added to cover the original color of the product.
Coaxtron process in the production of products obtained from plastic recycling is extruded between new materials. For example, multi-layer sheets where the middle layer is recycled polyethylene terephthalate and the bottom and top layers are extruded new materials. This technology is purchased by the private sector in Iran. It should be noted that all recycled plastics are used in injection processes, compression molding, extrusion and blow calendering, thermoforming and rotational molding.
Sandwich injection molding is another plastic recycling technique, the inner core of which is recycled material and the outer layer is new material.

Conclusion :
The plastic recycling industry in Iran is considered one of the young industries and is of particular importance due to economic issues. But in the meantime, there is a need for supervision and standards so that products with more added value can be created.
In addition to environmental issues, if you are interested in investment and entrepreneurship in the field of plastic recycling, Pars Polymer, with a long history in the field of producing and importing plastic injection machines and inflatable plastic machines, is ready to cooperate in this money-making industry. . If you wish, you can contact our consultants and use the provided solutions for free.
The post Recycling of plastic products first appeared on پارس پلیمر.
]]>The post PETG bottles and containers first appeared on پارس پلیمر.
]]>PETG or polyethylene terephthalate glycol is a thermoplastic polyester commonly used in the production of PETG bottles and containers. PETG is a part of PET that is commonly found in plastic bottles of drinks and food products. G stands for glycol, which increases durability and strength, and helps with impact resistance and the ability to withstand high temperatures. Despite a market seemingly dominated by PLA, PETG has quickly become a popular choice among 3D printing enthusiasts for several reasons.

What are the advantages of PETG bottles and containers?
The first and most obvious feature of PETG is its strength, durability and flexibility, which makes it an ideal choice for industrial products. PETG also has high impact strength and heat resistance, making it an excellent raw material for food containers and medical products. With relatively low cost, recyclability and water resistance, PETG is introduced as a suitable option for the plastic industry.
According to the technical details, PETG has a glass transition temperature of 85°C, a nozzle temperature of 210-250°C, a heated bed of 80-100°C and a melting point of 260°C. With this in mind, these raw materials make for strong yet flexible products that can withstand a number of environmental stressors.
In fact, PETG has quickly become a popular choice among packaging and container manufacturing options due to its odorlessness, good layer adhesion, and low shrinkage rate.

While the average cost of PETG can be higher than other similar raw materials, such as PLA or ABS, its benefits far outweigh its costs. As mentioned earlier, it is completely recyclable. Secondly, its odorless quality makes it a suitable alternative to ABS, which is notorious for its unpleasant fumes.
The added glycol modification prevents corrosion and crystallization effects and makes it easier to manufacture than PET products. Unlike PLA, PETG is water resistant, allowing it to last in harsh outdoor environments. Since it is produced at a higher temperature than PLA, it is also more heat resistant.
What is the use of PETG?
One of the common uses of PETG is for the design, prototyping and production of PETG bottles and containers. Its high impact resistance and durability make it an ideal option. PETG is also BPA-free, which is good news for consumers of products like baby food containers and water bottles. These elements, along with the natural transparency of PETG (even more transparent than PET), explain how it has become a popular choice in the food and beverage industry.

However, PETG is not just for food packaging. PETG is durable enough to withstand the harsh chemical and radiation sterilization processes required in a medical environment. Its transparency and durability also make it perfect for medical and pharmaceutical packaging.
In addition, PETG is also used in implants and medical prostheses.

Businesses that want to be unique in the market have good reason to use PETG in their signs and displays. Clear plastic can be easily painted to create eye-catching shop signs. It is also used in creating display stands of different colors and sizes (instead of jewelry).
Because of its tough resistance to heat and chemical stressors, PETG is also used by machinists and manufacturing engineers to create parts such as guards, test parts, and manufacturing tools and aids.

Differences between PET and PETG
PET is the result of combining two monomers. PETG may contain the same monomers, but it also contains glycol, which gives it different chemical properties than PET. PETG is less brittle and more flexible than PET, making it ideal for bottle production.
PET and PETG are similar materials and both are equally easy to recycle, but there are a few important differences. PET is less affected by UV rays than PETG, and PET is very scratch resistant. Additionally, PET is an easier material to work with, so if you choose PETG, you should find a packaging supplier with a lot of experience working with PETG plastic.
However, PETG can be an excellent choice for many packaging products, including a variety of PETG bottles and containers. It’s more transparent than PET, meaning it’s easier for customers to see your product. PETG is more durable and impact resistant than PET and feels softer to the touch, which can appeal to consumers. It is also more resistant to chemicals than PET.

Molding of PETG plastic bottles
Molding of bottles and PETG plastic products is done by special PETG inflatable plastic machines.
All kinds of PETG plastic bottles in different sizes and shapes can be produced by these inflatable plastic machines.
Get in touch with our experts to get advice and guidance for setting up the PETG production line through communication channels.

The post PETG bottles and containers first appeared on پارس پلیمر.
]]>The post Plastic products first appeared on پارس پلیمر.
]]>
How are plastic parts made?
A variety of plastic product manufacturing methods have been developed to cover a wide range of applications, part geometries and types of plastics. For any designer and engineer working in product development, it’s important to be familiar with today’s manufacturing options and the new developments that will shape how tomorrow’s parts will be made. This article provides an overview of the most common manufacturing processes for producing plastic parts and provides guidelines to help you choose the best option for your application. How to choose from various methods of producing plastic products Consider the following factors when choosing a manufacturing process for your product: Form: Do your parts have complex structural features or have to withstand pressure? Depending on the geometry of a design, manufacturing options may be limited or may require significant design for manufacturing optimization (DFM) to make them cost-effective to manufacture. Volume/Cost Ratio: What is the total or annual volume of parts you intend to produce? Some manufacturing processes have high tooling and setup costs, but produce parts that are inexpensive on a per-piece basis. In contrast, low-volume manufacturing processes have low startup costs, but because of slower cycle times, less automation, and manual labor, the cost per part remains constant or declines slightly as volume increases. Timing: How quickly do you need parts or finished goods? Some processes create the first parts within 24 hours, while tooling and commissioning for some high-volume production processes take months. Material: What stresses and pressures should your product withstand? The optimal material for a given application is determined by a number of factors. Cost must be balanced with functional and aesthetic requirements. Consider the ideal features for your specific application and compare them to the options available in a given manufacturing process.All kinds of plastics
Plastics come in thousands of varieties with various base chemicals, derivatives and additives formulated to cover a wide range of functional and aesthetic properties. To simplify the process of finding the best materials for a particular part or product, we first look at the two main types of plastics: thermoplastics and thermosets.Thermoplastics
Thermoplastics are the most common type of plastic that are used in various methods of producing plastic products. The main feature that distinguishes them from thermosets is their ability to undergo multiple freeze-thaw cycles without significant degradation. Thermoplastics are usually supplied as pellets or small sheets that are heated and formed into the desired shape using various manufacturing processes. The process is completely reversible, as no chemical bonding takes place, which enables thermoplastics to be recycled or melted and reused.Common types of thermoplastic materials:
Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Polyamide (PA) Polylactic acid (PLA) Polycarbonate (PC) Polyether ether ketone (PEEK) Polyethylene (PE) Polypropylene (PP) Polyvinyl chloride (PVC)Thermoset plastics
Unlike thermoplastics, thermoset plastics (also called thermosets) remain permanently solid after curing. Polymers in thermosetting materials are cross-linked during a curing process induced by appropriate heat, light, or radiation. This curing process forms an irreversible chemical bond. Thermoset plastics decompose when heated rather than melt and do not reform when cooled. It is not possible to recycle the thermostat or return the materials to its original materials.Common types of thermoset materials:
Cyanate ester Epoxy polyester Polyurethane Silicon Vulcanized rubberVarious methods of producing plastic products
3D printing CNC machining Polymer casting Rotational molding Vacuum forming plastic injection extrusion Inflatable plastic 3D printing (various methods of producing plastic products) By building materials layer by layer, 3D printers create 3D parts directly from CAD models until a complete physical part is formed.
Manufacturing process by 3D printing
Print settings print Post-print processing Because 3D printers require no tools and minimal setup time for a new design, the cost of producing a custom part is negligible compared to traditional manufacturing processes. 3D printing processes are slower and more intensive than manufacturing processes used for mass production. As 3D printing technologies improve, the cost per part continues to decrease, covering a wider range of low- to medium-volume productions. While most plastic manufacturing processes require expensive industrial machinery, dedicated facilities and skilled operators, 3D printing allows companies to easily create plastic parts and prototypes. Desktop or compact desktop 3D printing systems are cost-effective for creating plastic parts, require very little space, and require no special skills, allowing professional engineers, designers, and fabricators to reduce iteration and production cycles from days or Weeks speed up to a few hours. CNC machining (various methods of producing plastic products) CNC machining includes mills, lathes, and other computer-controlled processes. These processes begin with solid blocks, metal or plastic bars, which are formed by removing material through cutting, drilling, and grinding. Unlike other types of plastic manufacturing methods, CNC machining is a removal process in which material is removed by a moving tool and a fixed part (milling) or a rotating part with a fixed tool (turning).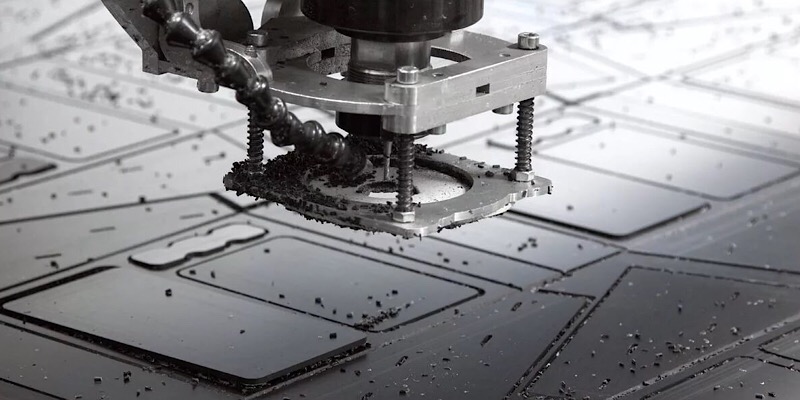
Manufacturing process with CNC machine
Start work Machining After processing Machining is ideal for low volume plastic part applications that require tight tolerances and geometries that are difficult to mold. Typical applications include prototyping and final parts such as pulleys, gears and bushings. CNC machining has low to moderate startup costs and can produce high-quality plastic parts in short lead times from a wide range of materials. Machining processes have more geometric constraints than 3D printing. With machining, the cost per part increases with the complexity of the part. Undercuts, vias, and features on multiple parts all add to the cost of the part.Materials used in CNC machining
Most hard plastics can be machined, with little difference in hardness. Softer thermosetting plastics require specialized tooling to support parts during machining, and filled plastics can be abrasive and reduce cutting tool life.Some plastics that are commonly CNC machined include:
Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Nylon Polyamide (PA) Polylactic acid (PLA) Polycarbonate (PC) Polyether ether ketone (PEEK) Polyethylene (PE) Polypropylene (PP) Polyvinyl chloride (PVC) Polycarbonate (PC) Polystyrene (PS) Polyoxymethylene (POM)Polymer casting (various methods of producing plastic products)
In polymer casting, a liquid resin or reactive rubber fills the mold, which chemically reacts and solidifies. Common polymers for casting include polyurethane, epoxy, silicone, and acrylic.
Manufacturing process by polymer casting
Template preparation Casting Cooking Demolition trimming Flexible molds made of latex rubber or room temperature vulcanized (RTV) silicone rubber are inexpensive compared to hard tools, but can only make a limited number of castings (about 25 to 100) as the urethanes react chemically. Produce epoxies, polyester, etc. Acrylic destroys the surface of the mold. RTV silicone molds can reproduce even the smallest details and produce high quality castings. Stereolithography 3D printing is a common method of creating mastering for molds directly from CAD designs, in part because of its high resolution and similar ability to produce fine features. Polymer casting is relatively inexpensive and requires little initial investment, but thermosetting polymers are typically more expensive to cast than their thermoplastic counterparts, and molding castings is labor intensive. Each casting part requires some hands-on work for post-processing, which raises the final cost of each part compared to automated manufacturing methods such as injection molding. Polymer casting is commonly used for prototyping, short run production, as well as dental and specialty jewelry applications.Materials used in polymer casting
Polyurethane Epoxy Polyether Polyesters Acrylic SiliconRotational molding (various methods of producing plastic products)
Rotomolding is a process that involves heating a hollow mold filled with powdered thermoplastic and rotating it around two axes to produce mostly large hollow objects. Processes for rotomoulding thermosetting plastics are also available, although less common.
Manufacturing process by rotational molding
Charging: The plastic powder is loaded into the mold cavity, and then the remaining parts of the mold are installed and the cavity is closed for heating. Heating: The mold is heated until the plastic powder melts and adheres to the mold walls, while the mold rotates along two perpendicular axes to ensure a uniform plastic coating. Cooling: The mold is slowly cooled while the mold is moving to ensure that the skin of the part does not sag or collapse before solidification. Part Removal: The part is removed from the mold, any flash is removed. Rotational molding requires less expensive tooling than other plastic manufacturing methods because the process uses centrifugal force, not pressure, to fill the mold. Molds can be made cheaper and much faster than tooling for other molding processes, CNC machining, casting, or from epoxy or aluminum, especially for large parts. Rotomolding produces parts with nearly uniform wall thickness. Once the tooling and process are set up, the cost per part is very low relative to the part size. Pre-made parts such as metal threads, inner tubes and structures can also be added to the mold. These factors make rotational molding ideal for short run production or as an alternative to blow molding for smaller volumes. Typical Rotom molding products include tanks, floats, large containers, toys, helmets and boat hulls. Rotomolding has design limitations and end products have poorer tolerances. Because the entire mold must be heated and cooled, the process also has a long cycle time and is quite labor intensive, limiting its effectiveness for higher volume applications.Materials used in rotational molding
The most common material for rotational molding is polyethylene (PE), which is used in 80% of applications, mainly because polyethylene can be easily turned into a powder at room temperature.Other common rotomould plastics include:
PE Polypropylene Polyvinyl chloride Nylon polycarbonateVacuum molding
Vacuum forming is a manufacturing process in which plastic is heated and shaped, usually using a mold. Vacuum forming machines vary in size and complexity, from inexpensive benchtop machines to automated industrial machines. The following steps describe a typical process for industrial vacuum forming.
Mold making process using vacuum
Closing: A plastic sheet is closed in a frame. Heating: The sheet and frame are exposed to heating elements that make the plastic soft and flexible. Suction: The frame is lowered and the plastic is pulled over the mold, while the vacuum is activated to remove all air from the plastic and mold, thus forming the object. Cooling and Release: After the part is formed on the mold, it must be allowed to cool before removal. Sometimes a cooling system such as fans and foggers are used to reduce the cycle time. Trimming: After the part is released, excess material is cut off either by hand or with a CNC machine. Tooling costs for vacuum forming are low compared to other plastic manufacturing methods due to low forces and pressures. Molds are made from wood, plaster or 3D printed resin for short production runs and custom parts. For high production volumes, manufacturers use more durable metal tools. Due to the wide scale of thermoforming and vacuum forming machines and high level automation facilities, thermoforming is ideal for any application from custom products or prototypes to mass production. However, this process offers only limited forms and can only be used to make parts with relatively thin walls and simple geometries. Commonly vacuumed parts include product packaging, shower trays, car door trim, boat hulls and custom products.Materials used in vacuum molding
Most thermoplastics can be used for heat forming, which offers flexibility in material selection. Plastics that are commonly used for thermoforming are: Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) polyethylene terephthalate glycol (PETG) Polystyrene (PS) Polycarbonate (PC) Polypropylene (PP) Polyethylene (PE) Polyvinyl chloride (PVC)injection molding (various methods of producing plastic products)
Plastic injection Injection molding (IM) works by injecting molten plastic into a mold. This industry is the most widely used process for the mass production of plastic parts.
Manufacturing process with plastic injection machine
Mold Setup: If the part has inserts, these parts are added manually or robotically. The mold is closed by hydraulic press. Plastic extrusion: Small pellets of plastic are melted and extruded through a heated chamber by a screw. Molding: Molten plastic is injected into the mold. Cooling and Release: The part is cooled in the mold until it is solid enough to be removed mechanically or with compressed air. Processing: Spurs, runners and any flash (if any) are removed from the part, often automatically as part of the mold opening. Injection molding machine molds are very complex and must be made with high precision to produce quality parts. Due to the high temperature and pressure, these molds are machined from metals such as hardened steel. Softer aluminum molds are cheaper, but wear faster, so they are usually used for shorter production runs. Injection molding machines can be used to produce very complex parts, but special geometries increase the cost significantly. Following design for manufacture (DFM) guidelines helps manage tooling costs. Making new molds for an injection machine can take months and costs can run into seven or eight figures. Despite the high initial costs, injection molding for high-volume applications cannot be compared to other methods. Once the tool is set up, cycle times take only seconds, and millions of high-quality parts can be produced at a fraction of the cost of all other manufacturing processes.Materials used in plastic injection machines
Injection molding can be done with almost any type of thermoplastic. A method similar to the well-known reaction injection molding (RIM) is used to produce parts from thermosetting plastics.The plastics that are commonly used in the injection machine are:
Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Polyamide (PA) polyethylene terephthalate glycol (PETG) Polystyrene (PS) Polycarbonate (PC) Polypropylene (PP) Polyethylene (PE) Polyvinyl chloride (PVC)extrusion blow molding machine (various methods of producing plastic products)
Extrusion molding works by pushing plastic through a mold. The shape of the mold is a section of the final part.
Manufacturing process with extrusion machine
Plastic extrusion: The plastic is heated and pushed through a heated chamber by the sprue. Molding: Plastic is passed through a mold that creates the final shape of the part. Cooling: The extruded plastic is cooled. Cut or Coil: The continuous shape is coiled or cut to length. Extrusion machines are relatively inexpensive compared to other industrial machines such as CNC or injection molding because they are less complex and do not require such high levels of machine precision. Because of the simple shapes, the molds are also cheaper, with tooling costs a fraction of the cost of molds for injection molding. Just like injection molding, extrusion molding is a nearly continuous process, which makes the extruded parts very cheap. The forms and shapes that can be produced by extrusion are limited to products that have continuous profiles, such as T-sections, I-sections, L-sections, U-sections, and square or circular sections. Typical applications include pipes, hoses, straws, and window frame moldings.Materials used in the extrusion machine
Almost any extruded thermoplastic including: Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Polyamide (PA) polyethylene terephthalate glycol (PETG) Polystyrene (PS) Polycarbonate (PC) Polypropylene (PP) Polyethylene (PE) Polyvinyl chloride (PVC)Plastic production with injection blow molding machine (various methods of producing plastic products)
injection blow molding is a manufacturing technique used to create hollow plastic parts by blowing a heated plastic tube inside a mold to form a desired shape.
The process of blow molding machines
Mold setup: Small plastic pellets are melted and molded into a hollow tube called a parison or preform (depending on the subtype of blow molding). Molding: The parison is clamped in the mold and inflated with pressurized air until it takes the shape inside the mold. Cooling and releasing: The part is cooled in the mold until it is solid enough to be removed. Air molding operates at a much lower pressure than injection molding, which helps reduce equipment costs. Just like injection molding and extrusion, blow molding is a continuous process that can be fully automated, resulting in high production rates and low unit costs. The blown plastic industry is the most common process for creating large-scale hollow plastic products. Typical applications include bottles, toys, auto parts, industrial parts and packaging. Materials used in the inflatable plastic industryBlow molding can be done with a variety of thermoplastic materials, the most common examples of which are:
polyethylene terephthalate (PET) Polypropylene (PP) Polyvinyl chloride (PVC) Polystyrene (PS) Polycarbonate (PC) Acrylonitrile Butadiene Styrene (ABS)The post Plastic products first appeared on پارس پلیمر.
]]>The post Types of polypropylene (PP) plastic products first appeared on پارس پلیمر.
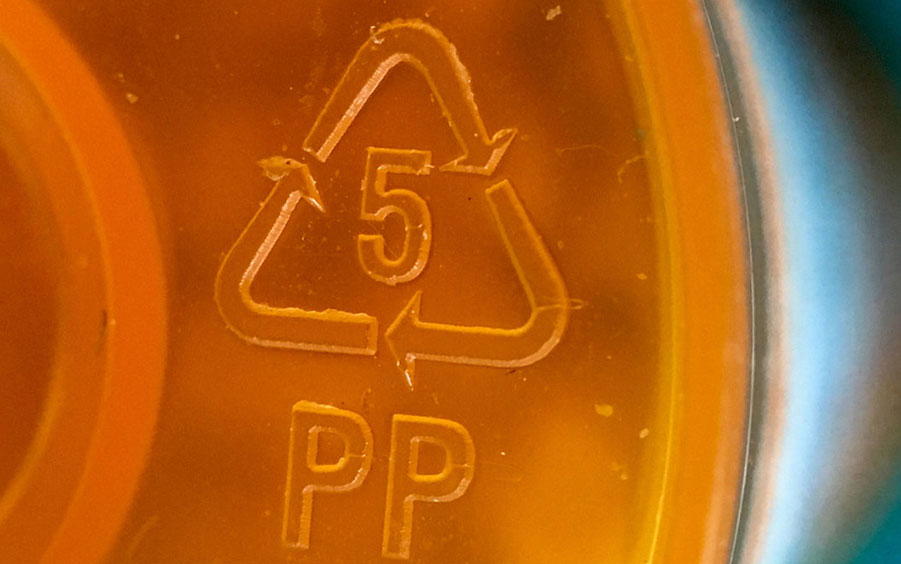
]]>Polypropylene (PP), also known as polypropylene, is a thermoplastic polymer used in a variety of applications. It is produced through chain growth polymerization of propylene monomer.

Polypropylene belongs to the group of polyolefins and is partly crystalline and non-polar. Its properties are similar to polyethylene, but it is a little harder and more resistant to heat. This material is white and mechanically rough and has high chemical resistance.
Bio-PP is the biological counterpart of polypropylene (PP).
Polypropylene is the second most used plastic product (after polyethylene). In 2019, the global polypropylene market was valued at $126.03 billion. Revenue is expected to exceed $145 billion by 2022. The sales of these materials are expected to grow at a rate of 5.8% per year until 2024.
Advantages of polypropylene plastic in plastic injection
Polypropylene is a plastic polymer that is known for its hard consistency yet good flexibility and is used by various industries, including the pharmaceutical industry, around the world to produce various containers such as plastic bottles and boxes. Polypropylene is highly resistant to bending and chemical corrosion and is useful for most types of plastic storage containers, kitchen utensils, water bottles and even insulation and piping systems.

Professionals in the industry produce high-quality plastic parts with polypropylene plastic material that is designed exactly as per the desired specifications. We design, mold and engineer the best plastic parts for your industry, and the plastics specialists at our facility promise quality as well as fast cycle times for all your polypropylene thermoplastic components.
Properties of polypropylene (PP) at room temperature
Chemical formula C3H6)n)
The melting point is 130°C
Tensile strength ~4700 psi
Hardness level (Rockwell) R92
Flexural modulus ~6000 psi

Applications of polypropylene (PP)
All kinds of plastic containers, including all kinds of bottles, gallons, and plastic household appliances

Why is polypropylene a popular choice for containers?
Polypropylene is an excellent choice for containers due to its durable nature and corrosion resistance. This type of plastic is cheap to produce and has the necessary flexibility to design plastic containers of any size. Other advantages of choosing polypropylene for containers are:
Heat insulation: It has the ability to retain heat to keep food warm
Shock and pressure tolerance: can withstand shock and pressure
Moisture resistance: 100% waterproof
Recyclable water bottles
Medical components
Outdoor plastic chair
toys
Advantages of using polypropylene plastic (PP)
As mentioned above, polypropylene is very useful for making containers, bottles, plastic boxes and piping. Some of the most common advantages of using polypropylene in the production of products are:
Inexpensive – Polypropylene plastic usually does not cost much to produce
Moderate strength and stability – a strong plastic that is resistant to wear and tear
Flexibility – It can be molded into various shapes and is useful for plastic injection molding
Heat insulation – can retain heat and is useful for keeping hot food
Resistant to chemicals – does not warp or disintegrate in contact with certain chemicals
High impact strength – does not break due to impact or high pressure
Low Friction – Polypropylene is an ideal plastic for working with high heat and friction
Moisture resistance – completely waterproof
Polypropylene is a highly customizable plastic because it can be combined with other materials, such as rubber, to create a stronger copolymer. Polypropylene is also an excellent plastic for making food containers because it does not contain BPA, also known as bisphenol A, a synthetic compound that is unsafe for human consumption.
Pars Polymer is a producer of all kinds of plastic products, PET, polyethylene PE, polypropylene PP, etc., with the most up-to-date plastic injection machines and injection molding machines, with excellent quality and price.
Contact us for advice and guidance on buying all kinds of plastic products and setting up a production line.
The post Types of polypropylene (PP) plastic products first appeared on پارس پلیمر.
]]>The post Plastic jar production machine first appeared on پارس پلیمر.
]]>

How are plastic parts made?
A variety of plastic product manufacturing methods have been developed to cover a wide range of applications, part geometries and types of plastics. For any designer and engineer working in product development, it’s important to be familiar with today’s manufacturing options and the new developments that will shape how tomorrow’s parts will be made. This article provides an overview of the most common manufacturing processes for producing plastic parts and provides guidelines to help you choose the best option for your application.
How to choose from various methods of producing plastic products
Consider the following factors when choosing a manufacturing process for your product: Form: Do your parts have complex structural features or have to withstand pressure? Depending on the geometry of a design, manufacturing options may be limited or may require significant design for manufacturing optimization (DFM) to make them cost-effective to manufacture. Volume/Cost Ratio: What is the total or annual volume of parts you intend to produce? Some manufacturing processes have high tooling and setup costs, but produce parts that are inexpensive on a per-piece basis. In contrast, low-volume manufacturing processes have low startup costs, but because of slower cycle times, less automation, and manual labor, the cost per part remains constant or declines slightly as volume increases. Timing: How quickly do you need parts or finished goods? Some processes create the first parts within 24 hours, while tooling and commissioning for some high-volume production processes take months. Material: What stresses and pressures should your product withstand? The optimal material for a given application is determined by a number of factors. Cost must be balanced with functional and aesthetic requirements. Consider the ideal features for your specific application and compare them to the options available in a given manufacturing process.
All kinds of plastics for the production of plastic cans
Plastics come in thousands of varieties with various base chemicals, derivatives and additives formulated to cover a wide range of functional and aesthetic properties. To simplify the process of finding the best materials for a particular part or product, we first look at the two main types of plastics: thermoplastics and thermosets.

Thermoplastics
Thermoplastics are the most common type of plastic that are used in various methods of producing plastic products. The main feature that distinguishes them from thermosets is their ability to undergo multiple freeze-thaw cycles without significant degradation. Thermoplastics are usually supplied as pellets or small sheets that are heated and formed into the desired shape using various manufacturing processes. The process is completely reversible, as no chemical bonding takes place, which enables thermoplastics to be recycled or melted and reused.
Common types of thermoplastic materials:
Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Polyamide (PA) Polylactic acid (PLA) Polycarbonate (PC) Polyether ether ketone (PEEK) Polyethylene (PE) Polypropylene (PP) Polyvinyl chloride (PVC)
Thermoset plastics
Unlike thermoplastics, thermoset plastics (also called thermosets) remain permanently solid after curing. Polymers in thermosetting materials are cross-linked during a curing process induced by appropriate heat, light, or radiation. This curing process forms an irreversible chemical bond. Thermoset plastics decompose when heated rather than melt and do not reform when cooled. It is not possible to recycle the thermostat or return the materials to its original materials.
Common types of thermoset materials:
Cyanate ester Epoxy polyester Polyurethane Silicon Vulcanized rubber
Types of production methods of plastic products (production of plastic cans and bottles)
3D printing CNC machining Polymer casting Rotational molding Vacuum forming plastic injection extrusion blow molding machines
injection molding (various methods of producing plastic cans and bottles)
Plastic injection Injection molding (IM) works by injecting molten plastic into a mold. This industry is the most widely used process for the mass production of plastic parts.

Manufacturing process with plastic injection machine
Mold Setup: If the part has inserts, these parts are added manually or robotically. The mold is closed by hydraulic press. Plastic extrusion: Small pellets of plastic are melted and extruded through a heated chamber by a screw. Molding: Molten plastic is injected into the mold. Cooling and Release: The part is cooled in the mold until it is solid enough to be removed mechanically or with compressed air. Processing: Spurs, runners and any flash (if any) are removed from the part, often automatically as part of the mold opening. Injection molding machine molds are very complex and must be made with high precision to produce quality parts. Due to the high temperature and pressure, these molds are machined from metals such as hardened steel. Softer aluminum molds are cheaper, but wear faster, so they are usually used for shorter production runs. Injection molding machines can be used to produce very complex parts, but special geometries increase the cost significantly. Following design for manufacture (DFM) guidelines helps manage tooling costs. Making new molds for an injection machine can take months and costs can run into seven or eight figures. Despite the high initial costs, injection molding for high-volume applications cannot be compared to other methods. Once the tool is set up, cycle times take only seconds, and millions of high-quality parts can be produced at a fraction of the cost of all other manufacturing processes.
Materials used in plastic injection machines
Injection molding can be done with almost any type of thermoplastic. A method similar to the well-known reaction injection molding (RIM) is used to produce parts from thermosetting plastics.
The plastics that are commonly used in the injection machine are:
Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Polyamide (PA) polyethylene terephthalate glycol (PETG) Polystyrene (PS) Polycarbonate (PC) Polypropylene (PP) Polyethylene (PE) Polyvinyl chloride (PVC) Molding with an extrusion machine (plastic can and bottle production machine) Extrusion molding works by pushing plastic through a mold. The shape of the mold is a section of the final part.

Manufacturing process with extrusion machine (plastic can production machine)
Plastic extrusion: The plastic is heated and pushed through a heated chamber by the sprue. Molding: Plastic is passed through a mold that creates the final shape of the part. Cooling: The extruded plastic is cooled. Cut or Coil: The continuous shape is coiled or cut to length. Extrusion machines are relatively inexpensive compared to other industrial machines such as CNC or injection molding because they are less complex and do not require such high levels of machine precision. Because of the simple shapes, the molds are also cheaper, with tooling costs a fraction of the cost of molds for injection molding. Just like injection molding, extrusion molding is a nearly continuous process, which makes the extruded parts very cheap. The forms and shapes that can be produced by extrusion are limited to products that have continuous profiles, such as T-sections, I-sections, L-sections, U-sections, and square or circular sections. Typical applications include pipes, hoses, straws, and window frame moldings. Materials used in the extrusion machine
Almost any extruded thermoplastic including:
Acrylic (PMMA) Acrylonitrile Butadiene Styrene (ABS) Polyamide (PA) polyethylene terephthalate glycol (PETG) Polystyrene (PS) Polycarbonate (PC) Polypropylene (PP) Polyethylene (PE) Polyvinyl chloride (PVC) Plastic production with blow molding machines (plastic can production machine) Blow molding or blow molding is a manufacturing technique used to create hollow plastic parts by blowing a heated plastic tube inside a mold to form a desired shape.

The process of making plastic (plastic can and bottle production machine)
Mold setup: Small plastic pellets are melted and molded into a hollow tube called a parison or preform (depending on the subtype of blow molding). Molding: The parison is clamped in the mold and blow with pressurized air until it takes the shape inside the mold. Cooling and releasing: The part is cooled in the mold until it is solid enough to be removed. The plastic can production machine operates at a much lower pressure than injection molding, which helps reduce equipment costs. Just like injection molding and extrusion, blow molding is a continuous process that can be fully automated, resulting in high production rates and low unit costs. The blown plastic industry is the most common process for creating large-scale hollow plastic products. Typical applications include bottles, toys, auto parts, industrial parts and packaging.
Materials used in the plastic industry
Blow molding can be done with a variety of thermoplastic materials, the most common examples of which are: polyethylene terephthalate (PET) Polypropylene (PP) Polyvinyl chloride (PVC) Polystyrene (PS) Polycarbonate (PC) Acrylonitrile Butadiene Styrene (ABS) Click on the following link to see how different types of plastic injection work, and the product production process by these devices: View how plastic injection and blow molding machines work. “Dear ones, you can see all kinds of plastic injection machines (injection molding) and blow molding machines (injection blow molding) on our website and contact us for purchase guidance and order registration.”
The post Plastic jar production machine first appeared on پارس پلیمر.
]]>The post Screw Air compressor first appeared on پارس پلیمر.
]]>There are two basic principles for compression in air compressors. One of these is the principle of positive displacement. There are many types of compressors that use this method, with wind screw compressors being the most popular.

How screw compressor works
As the name suggests, rotary screw air compressors use rotary motion to compress air. Inside the compressor there is a set of male and female rotors. They will be designed differently so that when they are rotated in unison, air is trapped between them. The male rotor has convex lobes and the female rotor has concave cavities. In this way, they can be connected to each other to be compressed. Additionally, the male rotor will have slightly fewer lobes than the female, meaning it spins faster and effectively drives the female rotor.
Unlike reciprocating compressors that use the same compression principle, the screw element of the screw compressor is not equipped with a valve. As such, it can operate at high shaft speeds and there are no mechanical or volume losses to create an imbalance. This means that screw technology can combine high flow rates with a compact and space-saving design.

Work steps of screw compressors
An opening valve sucks the gas into the compressor chamber. Two screw rotors are located in the housing. When the device is on, they spin at high speed.
As the impellers rotate, they trap and separate air in the cavities between the rotors, thus moving the air down the housing.
The size of the chamber decreases and moves away from the opening valve. As volume decreases, pressure increases.
Pressure builds up and as a result the air condenses.
Air pressure causes the compressor discharge valve to open, allowing pressurized air to enter a receiver or other holding tank.
The air is compressed and can be transferred to the required equipment such as dryers, pneumatic plastic machines and oil/water separators for drying and contamination removal.

Advantages of screw compressor
As the technology of choice in a wide range of applications, screw compressors have many advantages to offer customers:
Continuous operation – capable of continuous air flow and pressure, no need to turn off and on, and no duty cycle. This means they can work continuously with little or no downtime.
Easy maintenance – with very few moving parts and contact, wear and friction is minimized. Long service intervals reduce maintenance costs and make any routine checks and repairs quick, easy and hassle-free.
Powerful performance – Screw compressors can work in challenging conditions because they have high air flow rates and can operate at high temperatures. This means they can operate pneumatic tools and heavy equipment easily and efficiently.
Energy Savings – After standing the test of time, these durable machines generate less heat and conserve more energy than other models. These design features mean that they do not degrade compressor capacity over time, keeping the lifetime cost of the compressor low.
Low noise – silent operation is due to the small size of the units and the absence of moving parts, which makes them suitable for installation in various locations.
Oil screw compressor
Lubricated screw compressors, sometimes called rotary screw seal or oil injection, use lubricant inside the compression chamber to cool and lubricate the compressor element. The lubricant helps seal formation and also has an excellent noise reduction effect.
Oil-based air compressors are reliable, durable and efficient, and are suitable for a variety of production processes. Downstream equipment such as air and oil filters and dryers can remove any oil contamination from the finished product and create a clean compressed air stream suitable for construction work, waste management, bottle blowing machines, recycling and much more. .
Pars Company offers a full range of lubricated screw air compressors from 2 to 250 kW with air flow from 0.24 to 47 cubic meters per minute and pressure range from 5 to 13 bar.
screw compressor oil free
Oil-free screw compressors use no oil in the compression chamber, effectively eliminating the risk of contamination. When air purity is critical to your business and even the smallest amount of contaminants can disrupt your process, or even ruin your finished product, oil-free compressors offer peace of mind. For pollution-free air, rely on oil-free screw compressors.
Oil-free compressors from Atlas Copco, Phinney and other reputable brands use low- and high-pressure dry screw impellers that are individually driven by variable speed motors to provide unmatched levels of energy efficiency. The groundbreaking design is compact, saves space and doesn’t compromise performance. In fact, these compressors consume 37% less energy than a typical oil-free two-stage compressor.

Other compressors in our oil-free range include United Japan and Kaishan compressors that offer 100% air purity to customers. In these models, quality water is used for lubrication, cooling and sealing of the compressor as an oil substitute. By completely removing oil from the process, you can ensure dry air output for a range of demanding industries such as chemical, pharmaceutical and food & beverage. It is an excellent choice for applications where compressed air comes into direct contact with the product.
Another choice is the fixed speed rotary screw dry compressor. These two-stage models are designed to provide safe and reliable performance in the toughest conditions. Offering advanced performance with low life cycle costs, it is ideal for industrial compressor installations.

Buy screw compressor
Many businesses rely on screw compressors for their daily production capacity. These compressors are suitable for heavy duty industrial operations due to their robust design and duty cycle. Common industries where screw air systems support you are sectors such as automotive, inflatable plastics, food packaging, aerospace, construction, and more. They are ideal for both small and large scale operations as they can withstand a wide variety of operating conditions, making them an excellent choice for many professionals.
To buy all kinds of screw compressors and high pressure compressors 30 bar and 40 bar from the best brands in the world, contact our experts through communication channels.
The post Screw Air compressor first appeared on پارس پلیمر.
]]>The post Water-cooled and air-cooled chillers first appeared on پارس پلیمر.
]]>
What is a chiller?
Industrial chiller is a refrigeration system that is used to reduce the temperature of machines, industrial spaces and processing fluids by removing heat from the system and transferring it to another place. Industrial chillers are essential for temperature regulation in several industrial processes such as plastic injection machinery, metal plating, oil field production, and food processing.
Why use a chiller?
Industrial air-cooled and water-cooled chiller systems are useful for applications where suitable operating temperatures are required. When integrated with heat-sensitive processes, chillers prevent thermal damage to process equipment and ensure end products are not altered by exposure to inappropriate temperatures.

How air-cooled and water-cooled chillers work
Industrial chillers work based on the following principles of operation.
Phase change: When the liquid coolant is heated, the phase change turns into a gas, and when the gaseous coolant is supercooled, it turns back into a liquid.
Heat flow: Heat energy always flows from an area of higher concentration to an area of lower concentration.
Boiling point: A decrease in pressure on a liquid lowers its boiling point and an increase in pressure increases its boiling point.

How does the chiller work?
An industrial chiller system is guided by one of two operating principles:
heat absorption
Vapor compression
Absorption chillers integrate heat exchangers that extract heat from any associated process and distribute it to the outside. Heat exchangers usually consist of tubes containing cooling fluids (air, water or a mixture of water and other fluids).
Vapor compression chillers achieve a cooling effect by circulating coolant in pipes through processes that require cooling. This draws heat from any associated process into the cooler, which is then transferred to a refrigerant system that cools the chiller fluid and prepares it for a new process cooling cycle.
Chillers consist of four essential components. An evaporator, a compressor, a condenser and an expansion unit. In addition, each chiller system contains a refrigerant.
The process starts with low pressure refrigerant entering the evaporator. Inside the evaporator, the chiller’s refrigerant is heated, causing it to turn into a gas. In the next step, the gas refrigerant enters the compressor, which increases its pressure.

Water-cooled and air-cooled industrial chillers
The high-pressure refrigerant goes to the condenser, which removes heat using cooling tower cooling water or ambient air and condenses it into a high-pressure liquid. The condensed refrigerant then goes to the expansion unit, which has a valve that acts as a metering device to limit the refrigerant flow.
As a result, it reduces the refrigerant pressure and restarts the cooling process. The entire process is known as the refrigeration cycle.
The main components of the chiller
Central chiller components include the following:
condenser
Compressor
operator
Expansion valves
power unit
Control unit
Water tanks

condenser
The function of the chiller condenser unit is to remove heat from the refrigerant that circulates in the chiller unit. This is achieved by circulating water between the cooling tower and the condenser for water-cooled types, or by blowing cool air over the condenser tubes for air-cooled chiller units.
Compressor
The compressor is the driving unit of every chiller system. It creates the pressure gradient necessary to push the refrigerant around the chiller unit to achieve process cooling. A variety of condensers are available, the most popular of which are centrifugal, screw, and reciprocating compressors.
Evaporators
An evaporator is placed between the expansion valve and the condenser, removing heat from any process associated with the circulating refrigerant. It is then directed to a cooling tower or air-cooled, depending on the chiller configuration.
Thermal expansion valves
The thermal expansion valves, which are placed between the compressor and the evaporator, are used to expand the passing refrigerant. This action reduces pressure and improves heat removal from the evaporator.

power unit
Each chiller has a power unit that controls the electrical energy flowing through the system. Power unit components usually include starters, power monitoring panels, and circuit breakers.
Control panels
Control panels serve to regulate the entire cooling operation process. They typically combine sensors, alarms, and displays that allow operators to adjust system settings for optimal thermal control.
Water tanks
These devices may be installed on the evaporator of the chiller system or its cooled water condenser. Their purpose is to effectively direct the flow of water.

All kinds of industrial chillers
The three main types of chillers in use today are: air-cooled chillers, water-cooled chillers, and absorption chillers. We will also briefly discuss cooling towers (an alternative or supplemental cooling system).
Industry cooling tower
Choosing the right chiller will help you save money, reduce downtime, and improve operational efficiency.
Cooled water chillers
Water-cooled chillers use water from an external cooling tower to remove heat from a gaseous refrigerant in the condenser before it changes phase to liquid.
Air cooled chillers
Instead of cooling water, air-cooled chillers use ambient air to remove heat from the refrigerant in the condenser.
Steam compressor chillers
This type of chiller uses refrigerant to cool fluids and processing spaces. A compressor is used as the driving force to pump the refrigerant around the system.
Vapor absorption chillers
Vapor absorption chillers do not have a single compressor. Instead, they use a heat source, e.g. Solar energy or heat dissipation to drive the coolant in the system.
How does an absorption chiller work?
The process starts with cooling the liquid in an evaporator, which turns it into a gas. Next, the gaseous coolant is absorbed by a concentrated adsorbent such as lithium bromide or ammonia supplied by a generator. Finally, the dilute solution absorbs the coolant while the heat is absorbed by the cooling water.
The dilute solution of coolant and absorbent flows through the heat exchanger to the generator and is heated there. The coolant evaporates from the solution, condenses and is sent out again to cool. The adsorbent, now concentrated, is also recycled.

Uses of water-cooled and air-cooled industrial chillers
injection molding machine chiller
Industrial chiller systems can be used for cooling operations in various industries. Below are some of the most common programs:
Food processing – Industrial chillers are widely used in food production and processing operations that require high precision in temperature control. For example, dairy plant chillers are used to control temperature during the process. Likewise, food industry chillers help with mixer cooling, potable water cooling, and jacketed yeast tank cooling, all of which are vital components of the food industry.

Plastic injection machines and blow molding machines- Injection molding is a mass production technique for creating plastic parts using a plastic injection machine. The process and the melt must be maintained within a precise temperature range to avoid problems such as cracking, warping and internal stresses in the final product. An injection chiller can provide a stream of supercooled liquid to cool the mold at an ideal rate to ensure optimal product quality.
Space cooling – In manufacturing plants that generate a lot of heat from the heavy machinery they use, a chiller can help prevent the temperature from rising in the work spaces. They also help save money on purchasing separate HVAC systems for cooling.
Buy the right chiller for your needs
A properly sized chiller is critical to efficient and cost-effective process, machinery, and space cooling. A simple chiller measurement tool can help you quickly determine the optimal chiller capacity, tonnage, and size.
Please contact our experts for technical advice on buying all kinds of industrial chillers and guidance.
The post Water-cooled and air-cooled chillers first appeared on پارس پلیمر.
]]>The post Bottle production machine first appeared on پارس پلیمر.
]]>
Types of plastic bottle production machines
injection blow molding
In the pneumatic plastic injection machine, polymer materials are injected into the mold with high pressure and then formed by air pressure. In this process, according to the designed mold, various plastic products are produced, including types of plastic bottles. Injection molding is the most common type of molding. In this video, the method of injection blow molding by the plastic bottle production machine, manufactured by Pars Company, is shown.Machine for the production of all kinds of plastic bottle

blow molding machine for producing all kinds of bottles
Cavity is called the same hole in the mold. Plastic injection molds are divided into two categories in terms of Quetta. 1- Single cavity plastic injection mold 2- Multi-cavity plastic injection mold When the number of mold cavity is 3, it means that 3 products will be obtained with that mold with one injection.The price of the bottle production machine
These machines can have many different capabilities according to the customer’s needs. Based on this, we recommend you to click on the link to contact us and get in touch with the company’s sales experts for technical advice and price inquiries. Or visit the order registration page and enter the required information so that you will be contacted as soon as possible. Click on the following link to see how plastic and blow molding machines work: See how plastic and blow molding machines work.The post Bottle production machine first appeared on پارس پلیمر.
]]>The post PET Blow moulding machine first appeared on پارس پلیمر.
]]>Perhaps you have been asked to supply polyethylene terephthalate (PET) beverage bottles instead of polypropylene (PP) and want to know how to adapt your business?
First, we need to acknowledge what options there are for machines, with three main types on the market:
Single-stage PET blow moulding machine
Two-stage PET blow moulding machine
extrusion machine
The exact type of PET blow molding machine your bottle production needs depends on output, available space, bottle contents, and desired shape/size.

What is PET blow moulding machine
This is a manufacturing process commonly used to create plastic bottles. However, it can also be used to produce oil gallons and larger plastic containers.
plastic is also used in the mass production of plastic bottles.
In this article, we will focus on the PET blow moulding machine
PET starts by entering the machines through a preform or parison. These can be made in the same factory or purchased separately.
PET plastic, if made inside, must be heated and made into the desired size, shape and weight.
These are pre-calculated so you get the exact bottle you need.
Your preforms or parisons are then heated to become moldable before being blown to the desired size and shape.

Hot air is blown under pressure into the plastic preform or parison to produce the bottles.
If you have a stretch blow molding machine, there will be another step here to form the bottle, after which the formed bottles are allowed to cool and then removed so they can move on to the next step in your setup.
According to waste statistics, “481.6 billion plastic bottles are used worldwide in one year. This amount is 40 billion per month.
With numbers like these, the plastic bottle industry will continue to grow in the coming years as uptake increases in countries that still rely on glass over plastic.
As most beverage bottles are produced from PET plastic, the demand for a reliable and efficient PET blow molding machine will also increase.

What are the processes of blowing and producing bottles?
As with all manufacturing processes, some steps must be systematically followed to ensure a consistent product and quality for your customers.
Whether you use a single-stage or two-stage PET blow molding machine to produce bottles, the following steps must be performed:
Complete drying of PET materials and dehumidification
Heating PET material for temperature correction
Injection of liquid PET into a preform mold for the shape and size of the bottle
Preform cooling, so it retains its shape
Preform transfer
Bottle shaping
Cooling of the finished product
Remove the dried, shaped and cooled bottle from the equipment
Of course, there are variations in the steps depending on whether you are running a single-stage or two-stage production line.
The key differences here are:
If you need parison or preform, for PET bottle plastic, you need preform.
Whether the preform is allowed to cool after injection, reheated to that temperature when ready for molding, or whether the preform is kept warm enough that reheating is not required.

The difference between preform and parison
Nominally, these may look very similar and are easily confused with each other. Of course, we will explain some key differences below.
PET plastic can be used in both forms. Choosing the best option for you depends on the used pet blowing machine and the desired bottle products.

PET preform
Preforms are produced using a plastic injection machine. PET plastic raw materials and heating them to the right temperature can flow like a viscous liquid.
The preforms are placed inside the PET blow molding machine where the plastic is injected under pressure and accommodates the opening and threading as specified.
Once sufficiently cooled, these PET preforms can be stored until needed, when they are reheated and molded into their final shape and size.
Working this way means you can generate the preforms yourself in-house and then store them until you need them. It may be more economical to buy preforms from another manufacturer.
Modern advances in preform manufacturing methods have improved accuracy, and their transportation is relatively efficient due to their compactness and lightness.
Filling sites tend to do things this way because they don’t have to purchase the injection molding machine itself or have skilled operators run it and check tolerances.
If your bottling plant relies on injection blow molding or injection stretch molding, you need PET preforms.
This style of plastic molding relies on creating a hollow tube mold of plastic, similar to preforms, but for blow molded plastic.
The output of this method is usually plastic containers, drums, vats and complex shapes, usually higher tensile strength, thicker walls and solid colors rather than transparent finishes.
The most commonly used materials are HDPE, LDPE or PVC.
Due to the favorable properties of PET plastic and its use for beverage bottles, the methods of injection blow molding and stretch injection blow molding are desirable.

Automatic PET blow moulding machine
This type of injection molding refers to the one-step device. Of course, several processes are required to produce the bottles in this case.
These processes are carried out by the same pet blowing machine. It is essentially a production line housed in one piece of equipment, taking care of three or four separate steps.
Each of these stations is automated, so the equipment can operate continuously without human assistance. This can help increase your overall productivity in the factory and then distribute the finished bottles directly to the next stage of your production line.
By reducing the number of machines, you can save valuable floor space and run a leaner operation overall.
This style of blow molding machine is the most economical solution, especially when producing large quantities of containers and bottles for mass use. However, it comes with a higher initial capital to purchase the equipment.
The plus side is that you will save on your electricity bill because the preforms are not allowed to cool and no reheating step is required.

Semi-automatic or manual PET blow moulding machine
The semi-automatic or manual molding process requires the use of preforms. These are PET plastic molds with the opening and thread of the bottle pre-made.
Your hand blown machine takes the PET preform and heats it to the temperature you need before blowing it to the size and shape with pressurized air.
Once sufficiently cooled, these finished products can be transferred to the next stage of your bottling operation to be quality checked, filled with liquid, and then labeled.
This method allows bottles up to 1 liter to produce high quality output.

Two-stage stretchable PET blow moulding machine
Also known as ISBM (injection molding), this method is favored by those wishing to produce very high volumes of bottles, which are popular for PET use.
After the preforms are heated to temperature, they are blown with hot, food-grade air, as in standard two-step molding. However, this method has another important step.
Using a metal core rod, the soft plastic is drawn into the desired shape before cooling.
Stretching PET plastic in this way results in optimal strength. In this way, the heated polymers respond and create a stronger molecular structure.
Also, improved gas permeability in the process are the two main reasons why carbonated drinks are usually filled in this type of PET bottle. They do a great job of keeping the contents intact under pressure and retain the gas when the end users come to enjoy their drink.
Bottles up to 2 liters can be produced with high precision using this method.

Why use PET for bottle production?
Polyethylene terephthalate (PET) is a common thermosetting plastic for beverages and beverage bottles for the following reasons:
Strong
style
unbreakable
Glossy and smooth finish
Does not release chemicals such as BPA or phthalates into existing liquids.
Material transparency
Due to the contents of the drink inside, it does not degrade or spoil.
The construction cost is relatively low.
It can be transported effectively.
recyclable
Ineffective
Gas permeability properties are very low, so compared to other plastics, it holds carbonated drinks well.
This plastic is safe and approved for use worldwide by health and safety organizations such as the FDA in the United States, the Food Standards Agency in the United Kingdom, or the TGA in Australia.
Preforms can be ordered to meet exact specifications or manufactured in bulk and then stored without problems until needed.
You can create an identifiable, brand-specific bottle shape that stands out from your competition.
As you can see, these are very compelling reasons to use PET over other composites for beverage packaging.
When you want to choose the right type of PET for your bottle production, there are two types that are useful to know:
APET (amorphous polyethylene terephthalate)
CPET (Crystalline Polyethylene Tetraphthalate)
Since you are interested in producing bottles, the type of PET used will be APET. It has the most suitable properties for application.

What are the disadvantages of using PET?
As we may rely on the widespread use of PET for beverage applications, like any other material, it has its drawbacks or disadvantages. It’s best to be aware of that when deciding which avenue to explore for your bottling plant.
Here is a list of perceived disadvantages to using PET in bottles:
Can’t be pasteurized inside bottles because too much heat causes them to warp and change shape, specially designed PET can withstand temperatures of around 75°C.
PET bottles can absorb a small amount of flavoring, so a little more is needed.
Acetaldehyde produced during bottling can spoil the taste of the contents, especially when water is used to fill the containers. It may be minor but it is noticeable.
Inefficient for recycling.
Low melt temperatures can cause problems in bottles or preforms if exposed to high temperatures in storage, shipping, or otherwise.
Complex shapes are not produced as quickly as possible in contrast to extrusion blow molding and other plastics.
To produce the best bottles, they should be made using the injection stretch molding technique.
Low tolerances and high precision are required, which isn’t necessarily a bad thing, but it makes the manufacturing process less forgiving and has less margin for error.
Here at Bottling, we supply accessories to meet your bottling plant needs. Our two-stage stretch blow molding machine can help ensure a consistent and reliable output of up to 15,000 bottles per hour.
These high-quality produced bottles have a volume of up to 2 liters, and the blow molding machine is able to work 8 holes in a day and night, making your operation more productive.

Buy a PET blow moulding machine
Types of PET blow moulding machine in different dimensions Mega PET blow moulding machine (mg) and other PET blow moulding machine for producing semi-automatic and fully automatic plastic water bottles with an output of 1000 to 8000 bottles per hour that can meet the needs of different customers. Our products have unique features to meet all the needs of customers. Pars Company is the manufacturer of the best semi-automatic and fully automatic PET blow moulding machine with the best quality and the most reasonable price.
To get advice and guidance for buying all kinds of manual and automatic PET blow moulding machine, contact our sales experts on 02144983107 and WhatsApp 09336768109.
The post PET Blow moulding machine first appeared on پارس پلیمر.
]]>The post Plastic bottle production machine first appeared on پارس پلیمر.
]]>
blow molding machines for the production of plastic bottles
Blow molding is the formation of a hollow object by blowing or blowing a molten thermoplastic tube called a “parizon” into the shape of a mold cavity. This process involves extruding or “dropping” the parison onto which the mold halves are closed. The material mold halves contain the shape of the product to be produced. The lower opening of the parison is closed by the mold halves. A pressurized gas, usually air, enters the parison and directs the heated parison against the mold walls to form the finished product. The blow molding or blow molding industry is designed to produce high-volume, one-piece hollow objects. If you need to make a lot of bottles, this process is for you. Blow molding creates very uniform, thin-walled containers. And it can do so very economically. Examples of parts and products created using blow injection molding are: dairy product containers, water bottles, shampoo and all kinds of large and small bottles, car parts, stadium seats and seats, medicine cans, coolers or any other hollow parts. .
The price of the plastic bottle production machine
Among the features and options influencing the price of the blow molding machines, it can be mentioned that it is semi-automatic or fully automatic, single station or two station, the number of machine heads, the amount of production per hour, the ability to produce multi-layer or single-layer products. did Fortunately, due to the fact that this device is completely Iranian and domestically made, its price is lower and more affordable than other imported devices. Pars Company is the manufacturer of the best fully automatic blow molding machines suitable for producing all kinds of bottles and bottles with high variety and fully meets the needs of the domestic and even international market in the field of blow molding machines.
Specifications of the plastic bottle production machine
Linear clamping system Fully opening doors to access the head mold with the ability to increase 12 cubits Thrower with cooling system Low energy consumption Maximum performance Very high speed The shortest cycle time Clamping force 12 tons It has one to eight heads Production with PP-PE-PVC-PETG Suitable for health, cosmetic, pharmaceutical, food, toy, petroleum, etc. Multi-cavity molds for blow molding machines for the production of bottles and gallons Multi-cavity molds of Blowmolding machine to produce high circulation per hour for high uses Check out the different models of blow molding machines on our website and contact us for purchase advice and placing an order.The post Plastic bottle production machine first appeared on پارس پلیمر.
]]>